
Waste To Energy (Medical Waste)
SAFE DISPOSAL AND ENERGY HARVEST

INTRODUCTION
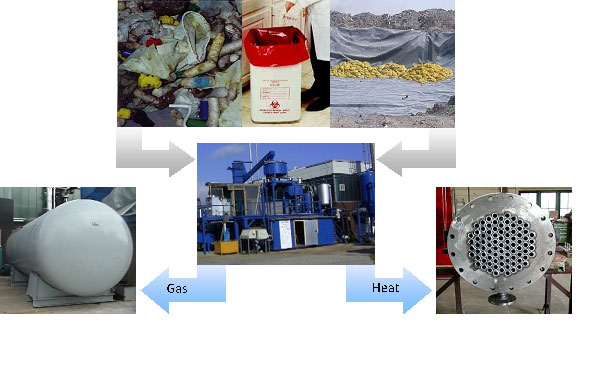
With increasing governmental regulations, the disposal of medical waste has become a key issue. Producers, such as hospitals, medical centers, dental clinics, nursing homes etc. are seeking an energy and cost-efficient system that will solve the problem efficiently, economically and environ-mentally friendly. Converting this waste into a usable energy source by utilizing the CPM UHTG waste-to-energy, environ-mentally-responsible technology provides the optimum solution and a significant opportunity.
 The CPM UHTG waste-to-energy patented technology consists of an induction heated, ultra-high temperature gasification process. At temperatures above 1’250°C it converts all the organic content of the waste stream to a high-energy synthetic gas “syngas” while the inorganic content is converted to an inert, non-leachable basalt-like material.
The CPM UHTG waste-to-energy patented technology consists of an induction heated, ultra-high temperature gasification process. At temperatures above 1’250°C it converts all the organic content of the waste stream to a high-energy synthetic gas “syngas” while the inorganic content is converted to an inert, non-leachable basalt-like material.
 Using energy-efficient induction heating, the process generates heat in an oxygen-free environment causing a series of chemical reactions to occur through gasification. This process converts all organic components of the waste stream, including toxic, non-toxic, and hazardous materials to a usable form of energy. In addition, the system exceeds all current environmental and emission standards.
Using energy-efficient induction heating, the process generates heat in an oxygen-free environment causing a series of chemical reactions to occur through gasification. This process converts all organic components of the waste stream, including toxic, non-toxic, and hazardous materials to a usable form of energy. In addition, the system exceeds all current environmental and emission standards.
 The CPM UHTG process represents the next generation of technology in Medical Waste Management. Through the installation of a plant, an organization can not only measure profits by what they save in transport, tipping and disposal fees, but they can now offset operational costs while generating a revenue stream based on the sale of energy (either gas or electricity) from the material that previously cost them substantial disposal fees.
The CPM UHTG process represents the next generation of technology in Medical Waste Management. Through the installation of a plant, an organization can not only measure profits by what they save in transport, tipping and disposal fees, but they can now offset operational costs while generating a revenue stream based on the sale of energy (either gas or electricity) from the material that previously cost them substantial disposal fees.
The worldwide growing demand for an ecological, efficient and economical treatment of waste and simultaneous utilization of renewable resources offers great chances – the mission CPM UHTG has taken on!
TYPICAL COMPOSTION OF MEDICAL WASTE
Analysis results of average medical waste shows the following approximate composition:
| Element | Approximate Daily Throughput |
| Plastics | 10 % |
| Swabs, absorbents | 5 % |
| Alcohol, disinfectants | 4 % |
| Glass | 1 % |
| Bedding, shavings, paper, facial matter | 30 % |
| Gaze, pads, swabs, garments, paper | 10 % |
| PVC, syringes | 10 % |
| Needles, sharps | 5 % |
| Fluids, residuals | 5 % |
| Pharmaceuticals | 20 % |
ENERGY CONTENT OF MEDICAL WASTE

1. Medical waste has an energy content of approximately
6000 kcal
2. Using the patented CPM UHTG ultra-high temperature gasification technology, this will provide a gas volume of approximately
1800 Nm3/t

3. Employing a standard gas engine with an efficiency of 35%, this will produce approximately
2400 kWh/t
4. After deduction of own consumption, remaining for sale are approximately
1800 kWh/t
NOTE: The above calculation does not include the utilization of the off-heat.
SHREDDING AND STERILISATION
Most countries impose strict regulations concerning the handling of medical and other potentially hazardous waste types. Therefore, medical waste needs to be pre-treated to comply with these regulations. Another reason for pre-treatment is to obtain a storable, easy to handle product that can be fed straight into the CPM UHTG ultra-high temperature gasification reactor. The simple, one step process is an instant shredding, dehumidification and sterilization. The purpose of this pre-treatment is to gain a reduction in total size, volume and weight, as well as dewatering and sterilizing the material. A dry, stable and odor free product is obtained showing an increased calorific value.
System consisting of:
 – Loading conveyor belt
– Loading conveyor belt
– Shredder and sterilization unit, complete incl. motor, rotor, drive shafts and blades, as well as heating, circulation and vacuum pumps, housed-in
– Material discharge arm
– Filtration unit
– Control Panel

The single-shaft shredder which includes a hydraulic pusher is automatically loaded via a conveyor belt. The blades crush and grind the feed which is then passed on to the next stage where the material is sterilized at approx. 130°C. Grinding, dehumidification and sterilization takes place in a closed, low pressure chamber that guarantees highest safety to the environment with negligible odor and noise emissions. This small unit has a throughput of up to 500 kg/h at a maximum power consumption of 130 kWh. The entire system is automatically surveyed,  regulated and controlled.
regulated and controlled.
The end product is a dry, inert and almost odorless material suitable for storage until further treatment in the CPM UHTG ultra-high temperature gasification system.
THE CPM UHTG
WASTE-TO-ENERGY TECHNOLOGY
In a 12 year’s R&D program, CPM UHTG has developed the ultimate solution to treat waste without waste residues and without harmful emissions to the environment and at the same time recover all valuable constituents of the waste (and biomass) at highest economic conditions.
CPM UHTG looks at waste as a source of energy!
The ease of operation, high efficiency and productivity of the CPM UHTG thermal converter makes it the most exciting and versatile waste-to-energy unit on the market today. It is designed to be a hard working tool for governments and businesses to eradicate toxins of virtually any kind!
The CPM UHTG approach is today’s most efficient,
high-tech waste-to-energy technology!
 Waste or biomass is treated in the CPM UHTG ultra-high temperature gasification system in an oxygen-free environment at temperatures in excess of 1250°C, consequently the material converts to:
Waste or biomass is treated in the CPM UHTG ultra-high temperature gasification system in an oxygen-free environment at temperatures in excess of 1250°C, consequently the material converts to:
1. The organic part to a valuable syngas which is used in turn to produce electricity; and
2. The inorganic part to a non-leachable, basalt-like, harmless residue that can also be reused.
This state-of-the-art technology is a thermal conversion at ultra-high temperatures without oxygen. The key element of this space age technology is the ability to create intense heat at low cost through a specially developed induction heating system. To achieve this, advanced materials had to be developed which can withstand such elevated temperatures over a long period of time without corrosion or oxidation. Contrary to incineration, there is no fire burning in the CPM UHTG gasification reactor and therefore no smoke stack is required. On top of that, CPM UHTG has been able to solve all disadvantages of standard pyrolysis by operating at elevated temperatures without oxygen, which insures the creation of a clean gas and a clean residue; even the most stringent environmental laws and regulations are met (German BimSchG and California Clean Air Act).
BASIC LAYOUT
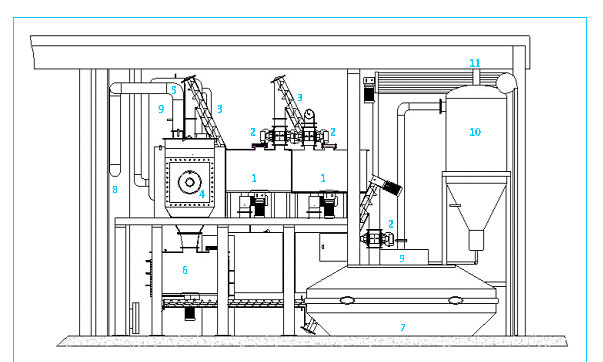
1. Input material storage tanks 7. Inert residue silo
2. Rotation valves 8. Sedimentation
3. Feed auger 9. Scrubber
4. Reactor 10. Cyclone
5. Syngas pipe 11. Cleaned syngas to gas tank
Inert residue out feed
Ideally, the main equipment of the CPM UHTG ultra-high temperature gasification unit is tightly fit on a two-level, space-saving steel construction platform. However, the modular concept insures flexibility therefore a detailed planning and description of the entire facility layout can only be issued upon site inspection and final machinery selection.
CPM UHTG offers a modular plant system with a standard size throughput of 25 t/day, bigger waste volumes will require a multitude thereof. A smaller machine of 10 t/day, as well as a scaled down lab-unit are also available. The modular setup with a small footprint offers many advantages as it can easily be adjusted to the client’s requirements and can be erected on site right where the waste is created eliminating expensive and often dangerous transport efforts.
GENERAL PROCESS DESCPRIPTION
 Some waste materials require pretreatment such as for example shredding or drying (see page 4). In general, the CPM UHTG plant processes feed with a humidity content of up to 25%, in a size of up to approx. 2.5 cm2, alternatively, liquid waste can be sprayed into the reactor chamber. The entire gasification operation is fully automated and permanently monitored.
Some waste materials require pretreatment such as for example shredding or drying (see page 4). In general, the CPM UHTG plant processes feed with a humidity content of up to 25%, in a size of up to approx. 2.5 cm2, alternatively, liquid waste can be sprayed into the reactor chamber. The entire gasification operation is fully automated and permanently monitored.
The material, whether toxic, non-toxic or hazardous is thereafter fed directly into the gasification infeed silo where the oxygen is flushed out. Continuous feed hoppers supply the CPM UHTG gasification reactor which employs ultra-high temperatures in an oxygen free environment. The high temperatures in excess of 1’250°C are achieved by using the patented induction reactor.
At such high temperatures, the system converts all organic material to a valuable syngas.
The inorganic part is left as a clean, non-leachable, sand-like residue which is collected in a bin at the rear end of the process. These solids can be disposed of or used as raw material e.g. for road construction.
The syngas is fed via the gas catch, the subsequent gas train and a particle absorber to the gas scrubbers. As the CPM UHTG ultra-high temperature gasification process generates a very clean gas only a simple acid and a basic scrubber are required. The CO, CO2, H2 and CH4 components are permanently surveyed in real time mode. The data is registered and saved on computer chip; all charts can be printed out if necessary. The gas volume is measured after the syngas leaves the scrubbers. An immediate utilization of the produced syngas is aimed at, however, the gas can be stored in tanks or be bottled or can be liquefied.
SCHEMATIC
SOLID RESIDUE
Through the CPM UHTG gasification process a clean granulates is produced from the inert component of the feed material. CPM UHTG guarantees less than 5% organics in the solid residue, though complying with the new European regulations which restrict waste that is disposed off to less than 5% organic content.
The average quantity of solid residue from the CPM UHTG gasification of medical waste is approximately 6-8%.
SYNGAS
The table below shows the approximate average composition of the syngas produced by the patented CPM UHTG ultra-high temperature gasification technology. However, the gas composition can be adjusted according to client requirements by altering the operation temperature, applying the CPM UHTG steam-shift or the CPM UHTG methination process.
Average CPM UHTG syngas composition:
| Element | Abbreviation | Approximate Vol. % |
| Hydrogen | H2 | 40-45 |
| Carbon monoxide | CO | 40-45 |
| Carbon dioxide | CO2 | 2-4 |
| Methane | CH4 | 2-3 |
| Ethane | C2H6 | 2 |
| Ethylene | C2H4 | 8-10 |
| Nitrogen | N2 | 5 |
CPM UHTG offers various means and methods to utilize the produced syngas, generate electricity respectively. The following pages outline some of the solutions available on the market today.
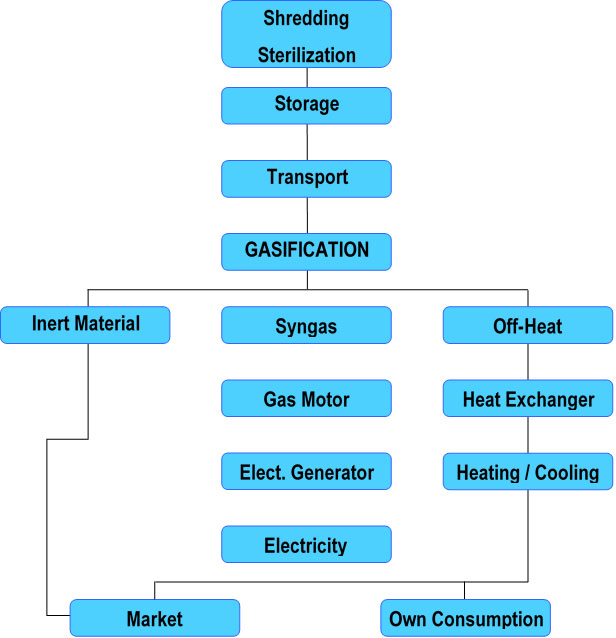
ENERGY UTILIZATION
CPM UHTG offers the following energy recovery possibilities:
– Utilization of the syngas with an afterburner, subsequent steam turbine and electricity generator respectively
– Utilization of the syngas with a gas motor, combined with an electricity generator
– Utilization of the off-heat with a conventional heat-exchanger for heating or cooling
– Utilization of the off-heat with the CPM UHTG electro-mechanical cell for electricity production
– Utilization of the syngas for industrial applications to substitute oil and gas
– Liquefying the syngas to synthetic petroleum
– Conversion of the syngas to hydrogen and subsequent production of electricity with a fuel cell
ENERGY UTILIZATION
Generally, it is up to the client to decide on the syngas utilization means. As the syngas is of high purity and high quality, and additionally the composition can be adjusted if required, a wide variety of utilization methods are on hand such as the following:
 Direct gas utilization:
Direct gas utilization:
-Drier
-Brick or cement manufacture
-Steam boiler with steam turbine and generator
Indirect gas utilization:
-Gas engine
-Gas turbine
-CPM UHTG gas liquefaction
Liquid fuel utilization:
Diesel engine
Off-heat utilization:
Heat exchanger (heating / cooling)
Thermo electric converter (TEC)
Industrial utilization:
-Syngas utilization to substitute oil and natural gas
-Syngas and off-heat utilization for waste pretreatment purposes (drying, sterilization, pre-heating etc.)
-Operation of the CPM UHTG sea water desalination
-Production of hydrogen
-Recovery of the industrial valuables from the produced syngas
ADVANTAGES
Ecological:
-No harmful emissions to the atmosphere (no smoke stack)
-No dangerous residues to dispose of after treatment
-Treatment of all kinds of waste/biomass, incl. hazardous and toxic material
-Meeting the highest environmental regulations
Efficient:
-Optimum recovery of energy contained in the waste/biomass
-Total conversion of the organic waste content to syngas
-Highest energy recovery guaranteed (power output per ton)
-Simple operation
-Possibility of replacing the syngas with natural gas (emergency situations)
Economical:
-Far lower investment, operating and maintenance costs than any common waste treatment plant
-Customer oriented modular, adjustable setup with small footprint
-Very low energy requirement
CPM UHTG
THE ULTIMATE SOLUTION
The patented ultra-high temperature gasification system developed by CPM UHTG represents a revolutionary solution for the conversion of waste or biomass to energy.
Because optimum use is made of the energy contained in the organic part, the process is commercially highly attractive and more important still, produces no harmful emissions or residues.